Den første lysbuesvejsemetode blev udviklet i det 19. århundrede, og den er blevet kommercielt vigtig inden for skibsbygning gennem hele 2. verdenskrig. I dag er det fortsat en betydelig proces for køretøjer såvel som fabrikation af stålkonstruktioner. Dette er en af de berømte svejsemetoder, der bruges til at forbinde metaller i industrier. I denne type svejsning kan leddet dannes ved at smelte metallet ved hjælp af elektricitet . Så på grund af denne grund kaldes det en lysbue. Den største fordel ved denne svejsning er, at en høj temperatur let kan udvikles til svejsning. Buesvejsningstemperaturområdet vil være 6k grader celsius til 7k grader celsius. Denne artikel diskuterer en oversigt over lysbuesvejsning.
Hvad er elektrisk lysbuesvejsning?
Definitionen af lysbuesvejsning er en svejseproces, der bruges til svejsning af metaller ved hjælp af elektricitet til at generere tilstrækkelig varme til blødgøring metallet såvel som når det blødgjorte metal afkøles, svejses metallerne. Denne form for svejsning bruger en strømforsyning at lave en bue mellem en metalpind og basismaterialet for at blødgøre metallerne i slutningen af kontakten.

Elektrisk ARC-svejsning
Disse svejsere kan bruge begge dele DC ellers AC , & elektroder som forbrugsvarer ellers ikke-forbrugsstoffer. Generelt kan svejsepladsen forsvares med en slags beskyttelsesgas, slagge, ellers damp. Denne svejseproces kan være manuel, fuldt eller halvautomatiseret.
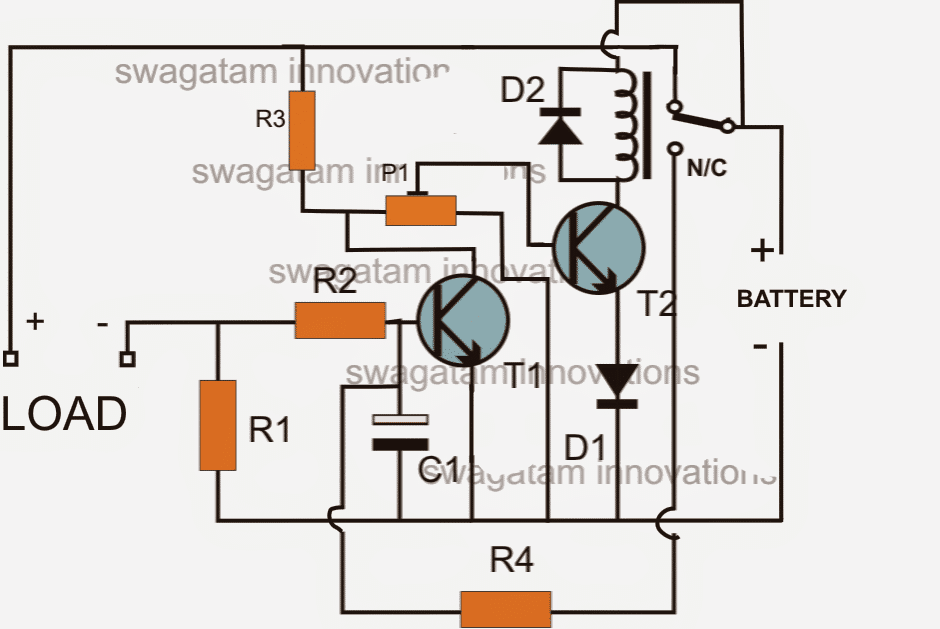
Kredsløbsdiagram
Ved lysbuesvejsning kan der genereres varme gennem en elektrisk lysbue, der rammes af en elektrode såvel som emnet. Den elektriske lysbue lyser elektrisk afladning blandt to elektroder ved hjælp af ioniseret gas.
Enhver form for lysbuesvejsningsteknik afhænger af et elektrisk kredsløb, der hovedsageligt inkluderer forskellige dele som strømforsyning, emne, svejseelektrode og elektriske kabler for at forbinde elektroden såvel som emnet mod strømforsyningen.

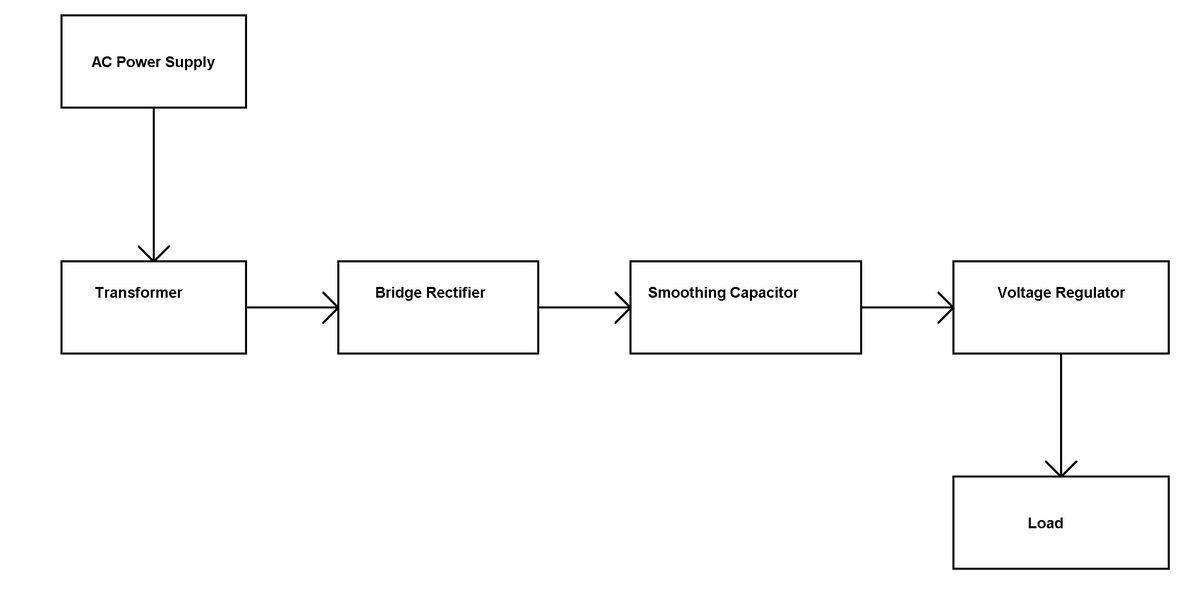
Arc Welding Circuit
Det elektrisk bue vikling kredsløb kan dannes af en elektrisk lysbue mellem elektroden såvel som arbejdsemnet. Buetemperaturen kan komme op på 5500 ° C (10000 ° F), hvilket er nok til at kombinere emnets kanter.
Når en lang sammenføjning er nødvendig, kan buen bevæges gennem fælleslinjen. Svejsepuljen på den forreste kant opløser den svejsede overflade, når poolens bagkant hærder for at danne fugen.
Når et fyldstof er nødvendigt for forbedret binding, kan tråden bruges uden for det materiale, der føres til lysbueområdet, som opløser og indlæser svejsepuljen. Et fyldemetals kemiske sammensætning er relateret til emnet.
Smeltet metal i svejsepuljen kan være aktivt kemisk og reagerer gennem den nærliggende atmosfære. Derfor kan svejsningen blive inficeret gennem oxid såvel som nitridindeslutning for at svække dens mekaniske egenskaber. Så svejsepuljen kan beskyttes gennem neutrale beskyttelsesgasser som helium, argon og afskærmningsstrømme mod forurening. Der leveres afskærmninger til svejsezonen i form af en fluxbelægning til elektroden ellers i andre former.
Arbejdsprincip
Det funktionsprincip for buevikling er, i en svejseproces kan varmen genereres med en lysbueslag mellem emnet såvel som en elektrode. Dette er glødende elektrisk afladning blandt to elektroder gennem ioniseret gas.
Det lysbuesvejseudstyr inkluderer hovedsageligt en vekselstrømsmaskine ellers jævnstrømsmaskine, elektrode, holder til elektroden, kabler, Stik til kabel, jordklemmer, flishugger, hjelm, trådbørste, håndhandsker, beskyttelsesbriller, ærmer, forklæder osv.
Typer af lysbuesvejsning
Buesvejsning er klassificeret i forskellige typer, der inkluderer følgende.
- Plasma-svejsning
- Metalbuesvejsning
- Svejsning af kulstofbue
- Gas Wolfram Arc svejsning
- Gasmetalbuesvejsning
- Nedsænket lysbuesvejsning
- SMAW - Afskærmet metalbuesvejsning
- FCAW (Flux Cored Arc Welding)
- ESW (elektro-taktsvejsning)
- Arc Stud Welding
Plasma-svejsning
Plasmabuesvejsning (PAW) svarer til GTAW eller gas wolfram svejsning. I denne form for svejseproces vil lysbuen generere blandt arbejdsdelen såvel som wolframelektroden. Den største forskel mellem plasmabuesvejsning og gaswolframsvejsning er, at elektroden er placeret inden i brænderen ved plasmabuesvejsning. Det kan opvarmes gassen ved temperaturen på 30000oF & skift det til plasma for at angribe svejseområdet.
Metalbuesvejsning
Metalbuesvejsningsprocessen (MAW) bruger hovedsageligt en metalelektrode til svejseprocessen. Denne metalelektrode kan enten forbruges eller ellers ikke forbruges baseret på kravet. Det meste af den anvendte forbrugselektrode kan dækkes med flux, og den største fordel ved denne type svejseproces er, at den kræver lav temperatur sammenlignet med andre.
Svejsning af kulstofbue
Kulstofbuesvejsningsprocessen (CAW) bruger hovedsageligt en kulstofstang som en elektrode til svejsning af metalforbindelsen. Denne form for lysbuesvejsning er den ældste lysbuesvejsningsproces og kræver høj strøm, lav spænding for at generere lysbuen. I nogle tilfælde kan der genereres en lysbue mellem to kulelektroder, der kaldes dobbelt kulstofbuesvejsning.
Gas Wolfram Arc svejsning
Gas wolframbuesvejsning (GTAW) kaldes også wolfram inert gassvejsning (TIGW). I denne type svejseproces kan en wolframelektrode, der ikke kan forbruges, anvendes til svejsning af materialet. Elektroden, der anvendes i denne svejsning, kan være lukket med gasser såsom argon, helium osv. Disse gasser vil beskytte svejseområdet mod oxidation. Denne type svejsning kan bruges til svejsning af tynde ark.
Gasmetalbuesvejsning
Gasmetalbuesvejsning (GMAW) kaldes også Metal inert gas-svejsning (MIGW). Den bruger en frisk metalelektrode, der er beskyttet af gas som helium, argon osv. Disse gasser beskytter samlingsområdet mod oxidation og genererer flere svejsematerialelag. I denne type lysbuesvejsningsproces kan en påfyldningstråd tilføres konstant ved hjælp af en ikke-forbrugsmetalelektrode til svejsning af metallet.
Nedsænket lysbuesvejsning
Den nedsænkede lysbuesvejsning (SAW) kan anvendes i vid udstrækning inden for en automatisk svejsemetode. I denne form for svejseproces er en elektrode fuldstændig nedsænket af den granulære belægning af flux, og denne flux kan en elektrisk leder der ikke modsætter sig strømforsyningen. Den faste belægning af flux forhindrer det smeltede metal i ultraviolet stråling og atmosfære.
SMAW - Afskærmet metalbuesvejsning
Udtrykket SMAW står for “Shielded Metal Arc Welding”, der også kaldes stick svejsning fluxafskærmet lysbuesvejsning eller manuel metalbuesvejsning (MMA / MMAW). Denne form for svejsning bruges, hvor buen rammes blandt emnet såvel som metalstangen. Så overfladen af begge disse kan opløses til dannelse af en svejsepulje.
Når fluxbelægningen smelter straks på stangen, danner den slagge og gas for at beskytte svejsepuljen fra omgivelserne. Dette er en fleksibel metode og velegnet til at forbinde materialer som jernholdige og ikke-jernholdige gennem et tykkelsesmateriale overalt.
FCAW (Flux Cored Arc Welding)
Denne form for svejsning er et alternativ til skærmbuesvejsning af metal. Denne flux-cored buesvejsning fungerer med en elektrode såvel som en stabil spændingsforsyning, så den giver en stabil buelængde. Denne metode fungerer ved hjælp af en beskyttelsesgas eller den gas, der dannes gennem fluxen for at give sikkerhed mod smitte.
ESW (elektro-taktsvejsning)
I denne form for svejsning produceres varmen gennem strøm og passerer mellem fyldmetal såvel som emnet ved hjælp af en smeltet slagge til svejsens overflade. Her anvendes svejsestrøm til at udfylde mellemrummet mellem de to emner. Denne form for svejsning kan startes gennem en bue mellem elektroden såvel som emnet.
Buen genererer varmen til at smelte fluxpulveret og fremstiller smeltet slagge. Her inkluderer slaggen mindre elektrisk ledningsevne, der kan opretholdes i flydende tilstand på grund af den varme, der genereres gennem den elektriske strøm. Slaggen får en temperatur på 3500 ° F, og den er tilstrækkelig til at smelte kanterne på emnet og den forbrugte elektrode. Metaldråber falder mod svejsepuljen og forbinder emnerne. Denne form for svejsning gælder hovedsageligt stål.
Arc Stud Welding
Denne type svejsning er yderst pålidelig og anvendes i en lang række applikationer. Denne metode bruges til at svejse enhver metalstørrelse med et emne gennem den højeste svejseindtrængning.
Denne type svejsning kan skabe hårde svejsninger på en enkelt side over uædle metaller med en tykkelse på 0,048 tommer. Denne lysbue kan dannes ved hjælp af en jævnstrømsforsyning metalfastgørelseshylser og en studsvejsningspistol. I denne svejsning er der tre almindelige metoder brugt som trukket lysbue, kort lysbueskrue og gasbueskruesvejsning.
Den trukkede buemetode fungerer med flux ved at fastgøre inden i stiften for at rengøre metaloverfladen under svejsningen. Under hele lysbuen kan fluxen fordampes og reagerer gennem de forurenende elementer i miljøet for at holde svejseområdet rent.
Metoden med kort lysbue svarer til tegnet lysbue, bortset fra at den ikke bruger nogen fluxbelastning ellers. Så denne metode giver de korteste svejsetider for lysbuesvejsningsteknikkerne. Metoden til gasbueskrue fungerer gennem statisk beskyttelsesgas uden hylster eller flux, hvilket gør det lettere at automatisere.
Andre typer lysbuesvejsning
Vi ved, at de fleste industrier bruger metaldesign, og de mest anvendte svejsninger er beskrevet ovenfor. Men flere andre metoder kan også svejse to eller flere metaller sammen som følgende.
Elektronisk strålesvejsning
EBM eller elektronisk strålesvejsning bruges til at forbinde metaller, hvor elektronbølger bliver fyret op med høj hastighed til svejsning af en metaloverflade til en anden. Når elektronbølgen rammer sit mål, smelter det berørte sted lige tilstrækkeligt til at kombinere den tilstødende del på plads.
Denne form for svejsning er meget populær i industriområdet. Teknikken er især nyttig for producenterne af luftfart og bilindustri, der bruger denne svejsning til at kombinere flere metaldele inden for lastbiler, biler, fly og rumfartøjer. På grund af arten af elektronisk strålesvejsning baseret på vakuum er metoden sikker til krisearbejde i forlade huse og bygninger.
Atomic Hydrogen Welding
AHW eller Atomic hydrogen svejsning er en gammel teknik til at forbinde metaller, der ofte er faldet gennem kanten for mere effektive teknikker som gasmetalbuesvejsning. En region, hvor automatisk brint svejsning stadig er kendt, er inden for wolfram svejsning. Da wolfram er ekstremt lydhør over for varme, er denne svejsning sikker til denne metode.
Electroslag svejsning
Dette er hurtig svejsning, opfundet i 1950'erne. Denne form for svejsning forbinder tungmetaller til brug i udstyr og maskiner i industrier. Som navnet antyder, er det taget fra kobbervandholdere indeholdt i værktøjet, der bruges til elektroslagssvejsning. Vandet afbryder flydende slagge fra at sive ind i andre regioner under en svejsesession.
Svejsning af kulstofbue
CAW eller kulstofbuesvejsning er en limningsteknik, der bruges til at forbinde metaller ved at anvende temperaturer over 300 grader Celsius. Ved denne type svejsning kan der dannes en lysbue mellem elektroderne såvel som metaloverfladerne. Denne teknik var populær en gang, men nu var den forældet af dobbelt-kulstofbuesvejsning.
Oxy-Fuel Welding
Denne form for svejsning er en metode, der bruger ilt og flydende brændstof til at smelte metal i form. Franske ingeniører Charles Picard og Edmond Fouché blev opfundet i det 20. århundrede. I denne proces anvendes den iltgenererede temperatur i metaloverfladearealer. Denne svejsning finder sted i en indendørs atmosfære.
Modstandssvejsning
Modstandspunktsvejsning anvendes, hvor varme forbinder metaloverfladerne. Varmen kan genereres fra modstanden fra elektriske strømme. Denne form for svejsning hører til en samling svejseteknikker kaldet elektrisk modstandssvejsning.
Modstandssømssvejsning
Modstandssømssvejsning er en teknik, der producerer varme blandt metalfliserne gennem relaterede egenskaber. Denne form for svejsning begynder på den ene flade på en samling og arbejder sin tilstand til den anden ende. Så denne metode afhænger hovedsageligt af dobbeltelektroder, som normalt er lavet af kobbermateriale.
Projektionssvejsning
Projektionssvejsning er en metode, der begrænser varmen i et præcist område til placering. Denne metode er meget almindelig i projekter, der bruger pinde, møtrikker og andre gevindbeslag i metal, ledninger og krydsede stænger.
Koldsvejsning
Et alternativt navn på denne svejsning er kontaktsvejsning. Denne type svejsning bruges til at forbinde overfladerne på metaller uden at smelte gennem varme.
Fordele ved lysbuesvejsning
Fordelene ved lysbuesvejsning inkluderer primært følgende.
- Buesvejsning har høj hastighed såvel som svejseeffektivitet
- Det inkluderer et simpelt svejseapparat.
- Den er simpelthen bevægelig.
- Buesvejsning danner den fysisk kraftige binding mellem de svejsede metaller.
- Det giver pålidelig svejsningskvalitet
- Buesvejsning giver en overlegen svejsningstemperatur.
- Det strømkilde af denne svejsning er ikke dyrt.
- Denne svejsning er en hurtig og konsekvent proces.
- Svejseren kan bruge almindelig indenlandsk strøm.
Ulemper ved buesvejsning
Ulemperne ved buesvejsning inkluderer følgende.
- En høj ekspert operatør er nødvendig for at udføre lysbuesvejsning.
- Afsætningshastigheden kan være ufuldstændig, da elektrodeovertrækket har tendens til at brænde og falde
- Elektrodens længde er 35 mm og skal skiftes elektrode i hele produktionshastigheden.
- Disse er ikke rene for reaktive metaller som titanium og aluminium
Ansøgninger
Anvendelserne af Arc Welding inkluderer følgende.
- Anvendes til svejsning af metalplader
- Til svejsning af tynde, jernholdige og ikke-jernholdige metaller
- Bruges til at designe tryk- og trykbeholdere
- Udviklingen af rørsystemer i industrier
- Anvendes inden for bilindustrien og boligindretning
- Industrier inden for skibsbygning
- Anvendes i producenten af fly og rumfart
- Auto kropsoprettelser
- Jernbaner
- Industrier som byggeri, bilindustri, mekanisk osv
- Gas Wolfram Arc Welding bruges i luftfartsindustrien til at forbinde mange områder som metalplader
- Disse svejsninger bruges til reparation af matricer, værktøjer og mest på metaller, der er fremstillet med magnesium og aluminium.
- De fleste fabrikationsindustrier bruger GTAW til at svejse tynde emner, især ikke-jernholdige metaller.
- GTAW-svejsninger anvendes, hvor der kræves ekstrem modstandsdygtighed over for korrosion samt revner over en lang periode med kvaliteter.
- Det bruges i fremstilling af rumfartøjer
- Bruges til at svejse dele med lille diameter, slanger med tynd væg, hvilket gør det anvendeligt i cykelindustrien
Således handler alt om elektrisk lysbuesvejsning, og det er den fleksible svejsemetode. Det elektriske applikationer til buesvejsning involverer i fremstillingsindustrien til generering af kraftige led over hele verden på grund af deres funktioner som lethed og overlegen svejseeffektivitet. Det bruges mest i forskellige industrier til beskyttelse ellers renoverer værker som bilindustrien, byggeri, skibsbygning og rumfart. Her er et spørgsmål til dig, hvad er området for lysbuesvejsningstemperatur?